
13358116678
當前位置:江蘇九銘特鋼有限公司>>高溫合金>> 718 NACE合金718合金



| 應用領域 | 化工,石油,地礦,能源,建材/家具 |
|---|
718合金
718 NACE
NACE MR 0175, UNS N07718
718 NACE 是按照NACE MR-01-75規范制造的鎳基合金。和718 AMS的區別在于,化學成分有所調整,成分的范圍縮小,退火和時效的溫度不同,從而獲取不同的材料性質。718NACE的機械性能有所降低(屈服強度從150ksi降至120ksi),但是韌性更佳,耐腐蝕能力更好。718NACE硬度高為40HRC,也低于718 AMS。但是718NACE的綜合性能更適合用于含硫化氫和二氧化碳氣體的油氣環境,例如用于制造閥門,管接頭,MWD/LWD部件,打撈工具,泵軸,井口組件等。
通過熱處理,可將718 AMS等級的材料轉化成718 NACE,但是這個工藝很復雜,故不推薦。好還是用原廠按NACE規范生產的718。雖然化學成分有一點差異,718 NACE的UNS編號仍是N07718,和718 AMS一致。
化學成分
| 元素 | NACE MR0175 | AMS5662/AMS5663/AMS5664 |
| 碳 | 0.045 max | 0.08 max |
| 錳 | 0.35 max | 0.35 max |
| 硅 | 0.35 max | 0.35 max |
| 磷 | 0.010 max | 0.015 max |
| 硫 | 0.010 max | 0.015 max |
| 鉻 | 17.00-21.00 | 17.00-21.00 |
| 鎳 | 50.00-55.00 | 50.00-55.00 |
| 鉬 | 2.80-3.30 | 2.80-3.30 |
| 鈳 | 鈳+鉭 4.87-5.20 | 4.75-5.50 |
| 鈦 | 0.80-1.15 | 0.65-1.15 |
| 鋁 | 0.40-0.60 | 0.20-0.80 |
| 鈷 | 1.00 max | 1.00 max |
| 鉭 | -- | 0.05 max |
| 硼 | 60 ppm max | 0.006 max |
| 銅 | 0.23 max | 0.30 max |
| 鐵 | 余量 | 余量 |
機械性能
抗拉強度: 150ksi 以上
屈服強度: 120-145ksi
4D延伸率:20%以上
斷面收縮率(dia≤10”): 35%以上
斷面收縮率(dia>10”): 25%以上
硬度:30-40HRC
V型缺口沖擊強度(-59°C或更低):
平均能量:35ft/lbs (47J)以上
單次低能量:30ft/lbs (40J)
熱處理
1021-1052°C固溶退火1-2.5小時,然后水淬。直徑小于3.5”的棒料可用水淬或空冷。774-802°C時效6-8小時,然后空冷。
熱處理需由鋼廠進行,或者鋼廠指導下進行。
718合金
718 AMS
AMS5662, AMS5663, AMS5664, UNS N07718
718是一款可沉淀硬化的鎳基合金,在高達704°C的高溫環境下,仍展現出很高的屈服強度,抗拉強度和蠕變開裂強度。718的時效硬化反應較遲緩,因此在退火和焊接的過程中不會隨加熱和冷卻而硬化。相比于其他添加了鋁和鈦的鎳基超級合金,718的焊接性能非常秀。
AMS5662是718的初始狀態,也是AMS等級中軟的狀態。通過熱處理,AMS5662可以轉換成AMS5663。熱處理方法有兩種,一種可以優化沖擊性能,另一種則可優化抗拉和蠕變開裂性能。AMS5662的硬度約為20-25HRC,通過時效處理可提高到36-44HRC。
AMS5664和AMS5662、5663的區別更大一些,是一種不同的材料,涉及到更加復雜的成形工藝,使材料具有更高的抗拉和屈服強度,同時一定的晶粒結構要求。AMS5664適用于對強度要求更高的航空應用。
應用
噴氣式發動機和高速機身零件,例如輪子,渦輪機葉片,墊片,高溫螺栓,緊固件等。
化學成分
| 碳 | 0.08 max |
| 錳 | 0.35 max |
| 硅 | 0.35 max |
| 磷 | 0.015 max |
| 硫 | 0.015 max |
| 鉻 | 17.00-21.00 |
| 鎳 | 50.00-55.00 |
| 鉬 | 2.80-3.30 |
| 鈳 | 4.75-5.50 |
| 鈦 | 0.65-1.15 |
| 鋁 | 0.20-0.80 |
| 鈷 | 1.00 max |
| 鉭 | 0.05 max |
| 硼 | 0.006 max |
| 銅 | 0.30 max |
| 鐵 | 余量 |
物理性能
密度: 0.2970 lb/in3
平均熱膨脹系數
77-200°F 7.10 X 10-6in/in/°F
77-400°F 7.50 X 10-6in/in/°F
77-600°F 7.70 X 10-6in/in/°F
77-800°F 7.90 X 10-6in/in/°F
77-1000°F 8.00 X 10-6in/in/°F
77-1200°F 8.40 X 10-6in/in/°F
77-1400°F 8.90 X 10-6in/in/°F

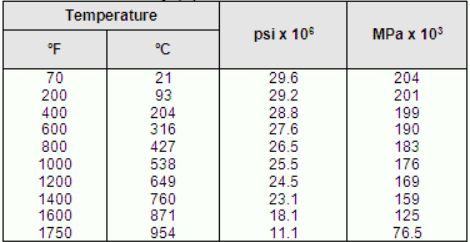
彈性模量(E)
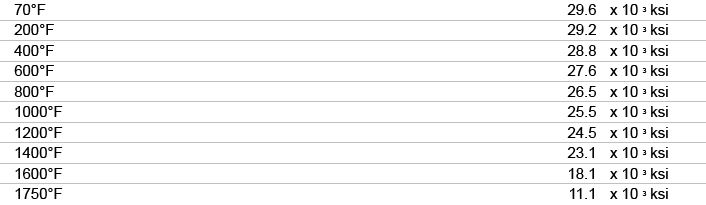
電阻(70°F):728.0 ohm-cir-mil/ft
熔距: 2200-2450°F
機械性能
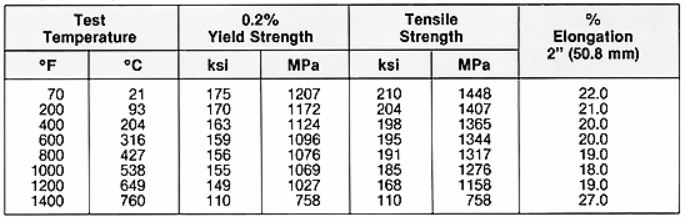
固溶處理的溫度對718材料橫向室溫性能的影響
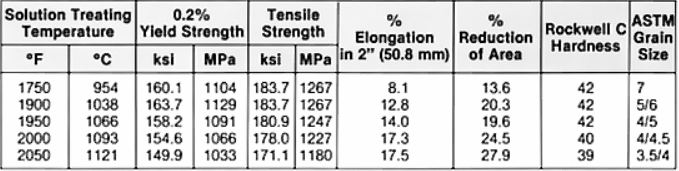
注:測試樣件為邊長4”的四方塊料。測試樣件按表格中的溫度進行固溶處理2個小時,空冷。時效處理為718°C處理8個小時,按56°C/小時的速度冷卻至621°C,保溫8個小時,然后空冷。
固溶處理的溫度對718材料橫向應力開裂性能的影響
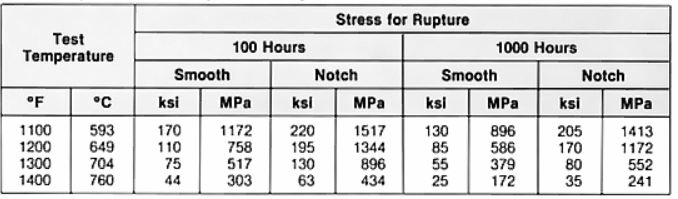
注:測試樣件為邊長4”的四方塊料。按照表格所示的溫度固溶處理2個小時,空冷,然后718°C時效處理8個小時,按56°C/小時的速度爐冷至621°C,保溫八個小時,后空冷。
升溫抗拉測試
注:測試樣件為dia12.7mm圓棒,982°C熱處理1小時,空冷+718°C時效8小時,冷卻至621°C,保溫8小時,然后空冷。
低溫抗拉測試
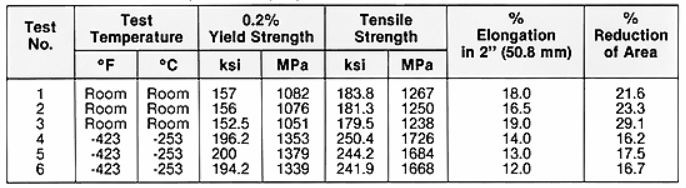
注:測試樣件為邊長101.6mm的四方塊料,按1066°C熱處理2個小時,空冷+718°C時效8個小時,爐冷至621°C,保溫8小時,然后空冷。
應力開裂測試
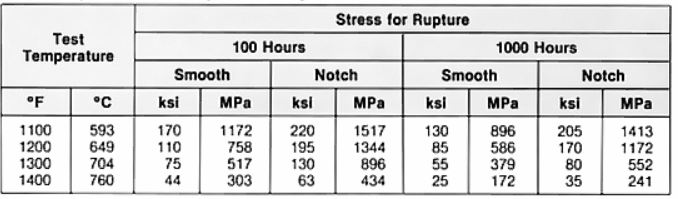
注:982°C熱處理1個小時,空冷+718°C熱處理8個小時,爐冷至621°C,保溫8個小時,然后空冷。
熱處理
方法1:獲取好的抗拉強度和應力開裂強度
954-982°C,1小時,空冷+718°C ,8小時,按56°C/小時冷卻至621°C,保溫8個小時,然后空冷。
方法2:獲取好的室溫及低溫的抗拉強度
1066°C熱處理1-2小時,空冷+718°C,8小時,按56°C/小時冷卻至621°C,保溫8個小時,然后空冷。
加工性能
熱加工
熱加工的爐溫不超過1121°C。如果工作溫度在593°C以下,冷加工的溫度范圍控制在927-1010°C,可以提供鍛造強度。鍛造時避免長時間在爐中加熱。
機加
退火態和時效硬化態都可機加。時效硬化態更方便斷削,表面光潔度更好。退火態的材料,機加的刀具壽命稍微長一點。
焊接
718的退火態和時效態都可以焊接。時效態材料焊接時,焊接受熱而軟化的區域會產生變形。

請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,化工儀器網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。














 化工儀器網
化工儀器網